El Molino tiene dos formas principales de transmisión: Central y periférica.Cada una de las dos formas de transmisión tiene sus ventajas y desventajas, ya que el Centro funciona a una velocidad superior a la de un motor de reducción planetaria, es seguro, tiene una vida útil de hasta 10 años y su costo de mantenimiento es bajo, pero una inversión única es mayor.
El costo de transmisión marginal es bajo, pero es necesario reemplazar los pequeños engranajes cada dos a cinco años.Los movimientos laterales se utilizan principalmente en molinos de carbón y molinos de menor potencia.
El funcionamiento fiable de los engranajes de tamaño y tamaño, que son fundamentales en los dispositivos de transmisión periférica, está directamente relacionado con la estabilidad de la producción de los molinos y es esencial para garantizar su funcionamiento fiable.
Dispositivo de transmisión de borde
El proceso de corrección de instalación del dispositivo de transmisión periférica es el siguiente:
Limpieza de dientes y de bridas de molino − colocación del diente − búsqueda bruta del diente grande → colocación y corrección de los pequeños engranajes → instalación de las amortiguadoras de las centrales eléctricas → entrega de un pulverizador → búsqueda de los grandes engranajes → búsqueda de los pequeños engranajes → corrección de las amortiguadoras de las centrales eléctricas.
Busca el engranaje del 02.
A fin de reducir la carga de trabajo durante la instalación de los engranajes sobre el terreno, en el proceso de elaboración de los engranajes de tamaño y tamaño se debe seleccionar un rodillo con un desgaste similar para aproximar lo más posible el contorno de los roedores de tamaño y aumentar así la zona de exposición.Antes de la instalación de los engranajes, el lugar en que se encuentran las condiciones puede examinar el espesor de las cuerdas redondeadas de la longitud de la dentadura con una escala de sonda gruesa, o puede hacer muestreos dentales con una placa delgada de acero para la reconstrucción de la forma de la dentadura, de ser necesario con reparaciones in situ.
2.1 Examen de la superficie en las comunidades dentales
La dentadura se cierra en el tubo con la marca de instalación, se cierra con el tornillo y se comprueba si hay gradas en el flanco de la engranaje (se exige que sea lo más pequeño posible, ya que de lo contrario podría afectar al salto del extremo de la dentadura).La combinación de 0,04 MM requiere una profundidad igual a 50 mm y la longitud acumulada de las grietas no es superior a la cuarta parte de la anchura del diente.
2.2 diámetro del diente
El diámetro de medición se mide mediante un taladro de disco, el molino de disco se desliza en una oruga o en una estación de aceite de eje hueco medio, y se comprueba con una escala porcentual el nivel de flotación del molino, que es de 0,15 mm.
La mayoría de las mediciones sobre el terreno se han instalado en las posiciones de las figuras 1 ó 2, cada una con sus ventajas y desventajas.La posición que figura en la figura 1 permite la medición directa del salto de la colmena, pero se necesita un trabajador que mantenga un porcentaje debajo de la dentadura y que, cuando la dentadura que se ha de medir se gire, afloje el porcentaje y realice operaciones complejas que puedan causar lesiones a los trabajadores.Por lo tanto, recomendamos que se elabore un instrumento de medición (gráfico 3) que se instale en la superficie del cuadro de porcentajes para facilitar la medición del salto (gráfico 4).




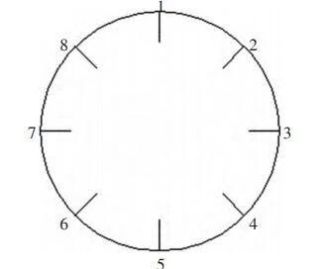
Eight points need to be measured around the ring gear, as shown in Figure 5.
Los requisitos de salto de diámetro son: ≤ 0,25d (Unidad: m m) y D es el diámetro del diámetro de los engranajes (Unidad: m).
2.3 latido del borde del diente
El extremo de la medición todavía tiene que ser pulido con un taladro, el molino de disco debe abrirse y la estación de aceite de eje intermedio o de oruga debe ser inspeccionada en porcentajes para comprobar el nivel de flotación del molino, que puede ser de 015mm, y puede medirse simultáneamente con el salto de tracción si el personal del lugar es suficiente.
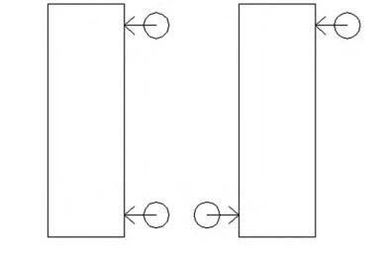
Los movimientos del extremo deben detectarse mediante el doble método de tabulación para eliminar los errores debidos al desplazamiento del eje del molino.Cuando se instalen dos cuadros porcentuales en el mismo lado del diente, como el de la izquierda en la figura 6, el salto del extremo se calcula utilizando la línea 4 del cuadro 1; cuando se instalan dos cuadros porcentuales a ambos lados del diente, como el de la derecha en la figura 6, el salto del extremo se calcula utilizando la línea 5 del cuadro 1.El lugar de instalación de los dos cuadros porcentuales debe ser de 180° y los rostros dentales deben medirse ocho puntos a la semana, como se muestra en el gráfico 5.

Los requisitos para el salto de extremo son: ≤ 0,25d (Unidad: m m) y D es el diámetro del círculo de fracciones de los engranajes (Unidad: m).
Busca el engranaje de la 03.
Una vez finalizada la búsqueda del diente grande, se instalaron los pequeños mecanismos de engranaje de conformidad con los requisitos de los planos, se realizaron mediciones de la altura de los pequeños centros de engranaje con instrumentos normalizados y, en caso necesario, se sustituyeron los tapones de hierro para ajustar la altura.Se instalaron empalmes de diafragma, descensores primarios, dispositivos auxiliares de transmisión y estaciones de lubricación de la máquina principal.
Se procede a un enjuague de los tornillos del pie de los pequeños engranajes.Una vez que la intensidad de la lechuga haya alcanzado el 70% de la intensidad de diseño, se puede volver a medir el latido del diente grande con un molino de ventilación auxiliar, y luego se puede comenzar a buscar el engranaje pequeño.
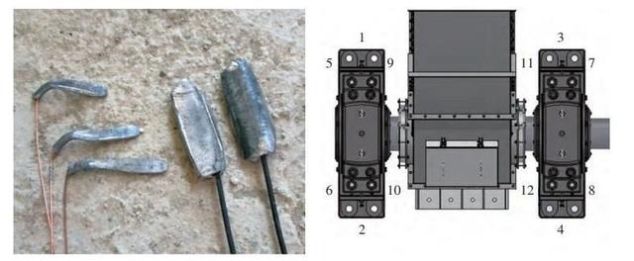
En la mayoría de los lugares se midió la exposición a los engranajes a escala y en polvo de dendro rojo, que se ajustaron de manera infundada y se limitaron a hacer una estimación empírica de los ajustes de los ejes, que requirió mucho tiempo y esfuerzo.En cambio, la búsqueda de plomo permite calcular con precisión cada cantidad que debe ajustarse, ajustarse con mayor precisión y ahorrar tiempo de instalación.
Antes de buscar correctamente, se necesita un instrumento de medición con plomo, como se muestra en el gráfico 7, un instrumento a la izquierda en el gráfico para medir los agujeros laterales y un instrumento a la derecha para medir los agujeros superiores.12 conjuntos de alambre de púas en las posiciones 1 a 12 del eje de la rueda de dientes pequeños y 8 bloques porcentuales en las posiciones 1 a 8, como se muestra en el gráfico 8.
Si el proceso de engranaje de tamaño y tamaño no presenta ningún error, el círculo de graduaciones en el momento de la instalación debe estar separado y el intervalo superior debe ser un módulo de engranaje de 1 / 4.Teniendo en cuenta factores como los errores de procesamiento debidos al desgaste de los rodillos de rodillos y la tasa de flotación de los molinos en relación con el tiempo de inactividad, y a fin de evitar que los engranajes se masticaran durante su funcionamiento, en el momento de la instalación se recomendó un aumento de 1,5 a 2,5 mm en el margen superior, que podría ajustarse en función de las condiciones reales sobre el terreno.

Las necesidades de espacio lateral figuran en el cuadro 2.
Sobre la base de los requisitos mencionados, cuanto mayor sea el espacio superior y lateral, mayor será la diferencia de 0,1 mm entre los lados de los engranajes y de 0,3 mm entre los extremos superiores de los engranajes.Ocho puntos a la semana, con cinco puntos cumplidos.
Posición de las mediciones con referencia a la figura 5, en el orden siguiente:
1) puntos de medición: 1, 3 y 6. Pueden continuar si se cumplen los requisitos o si no es necesario realizar un ajuste y una nueva medición.
2) puntos de medición: 2, 5, 8, se pueden seguir realizando las mediciones con dos puntos adicionales si no se ajustan.
3) puntos de medición: 4, 7, un punto adicional que cumpla los requisitos se considerará cumplido (es decir, por lo menos cinco de los ocho puntos cumplidos), o bien se ajustará y volverá a medir.
Al ajustar la abertura superior, ajustar 1 a 4 vértices con referencia a la lectura porcentual de 5 a 8 posiciones; al ajustar la abertura lateral, ajustar la cojineta con respecto a las adiciones y sustracciones debajo del asiento del eje, con referencia a la lectura porcentual de 1 a 8 posiciones.
Una vez finalizada la búsqueda mediante el método del plomo, la exposición al roedor en los engranajes de tamaño y tamaño deberá medirse en color azul o en polvo de Dan rojo, exigiendo que la zona de exposición no sea inferior al 40% de la altura y al 50% de la anchura del diente, y que la exposición a ambos lados de los engranajes sea uniforme y que no se permita el contacto sólo de un lado, sino que se haga un nuevo ajuste.


